





溶接継手工法
対応サイズ:D19〜D51
鋼種:SD295A〜SD490
鋼種:SD295A〜SD490
 |
 |
「溶接工法」のメリット
| 品質確保 | 旧建設省認定工法。縮みが殆ど無い為、適正な継手位置・定着長を確保する事が出来ます。また、先組工法・PC工法・逆打ち工法等にも適しています。 |
|---|---|
| 工期短縮 | 圧接よりも施工速度が速い。全数継手(いも継手)が可能で、溶接部は母材とほぼ同径の為、配筋もスムーズに行えます。 |
| コスト削減 | 現場の条件・予算により最適な工法をご提案します。 |
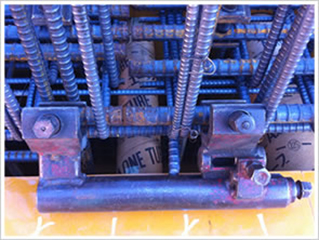
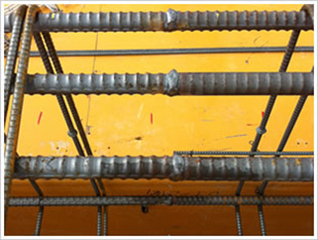
| 梁筋の溶接状況 |
 |
| 全数継手(いも継手)により 配筋スピードアップ |
 |
| 先組工法 |
 |
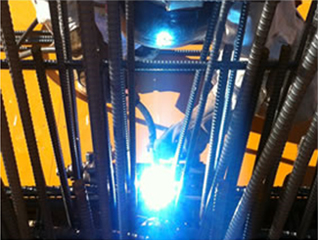
| 柱筋の溶接状況 |
 |